


 扫一扫
扫一扫
酸洗磷化无缝钢管精密无缝钢管用好材做好产品")
酸洗磷化无缝钢管精密无缝钢管用好材做好产品")
酸洗磷化无缝钢管精密无缝钢管用好材做好产品")
酸洗磷化无缝钢管精密无缝钢管用好材做好产品")
酸洗磷化无缝钢管精密无缝钢管用好材做好产品")
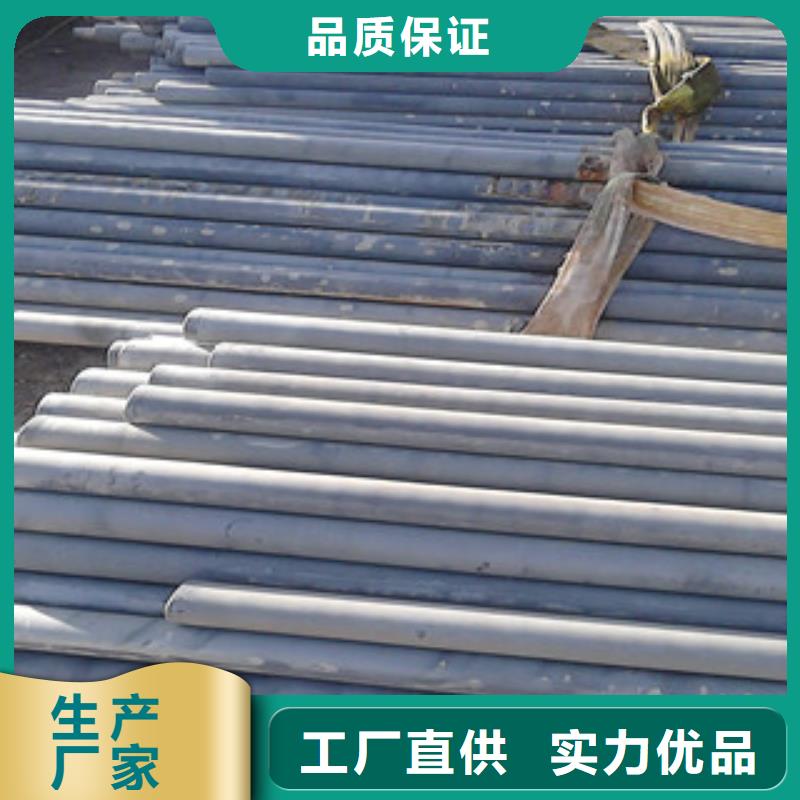
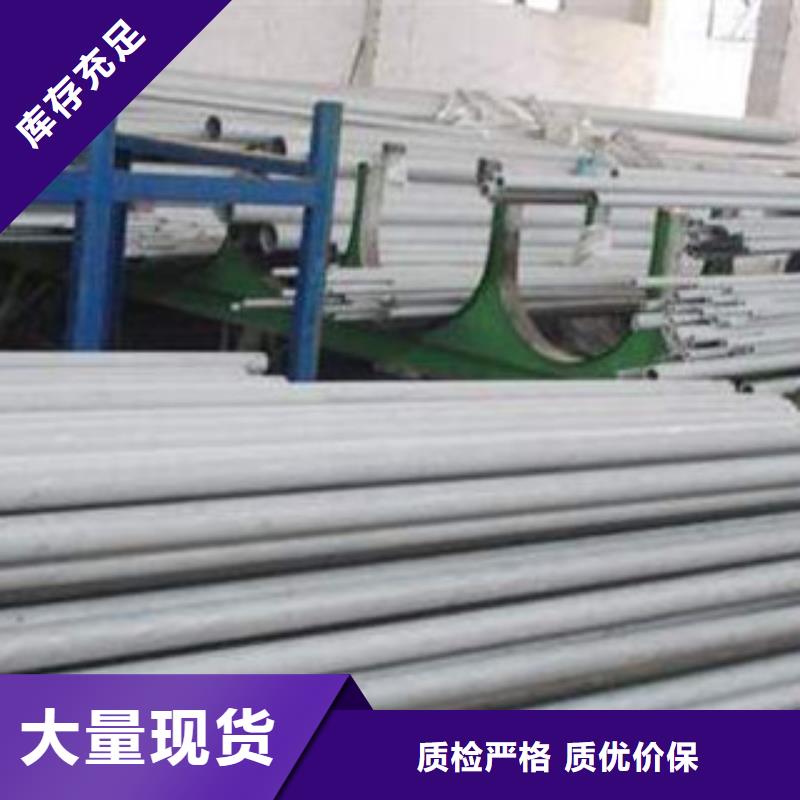
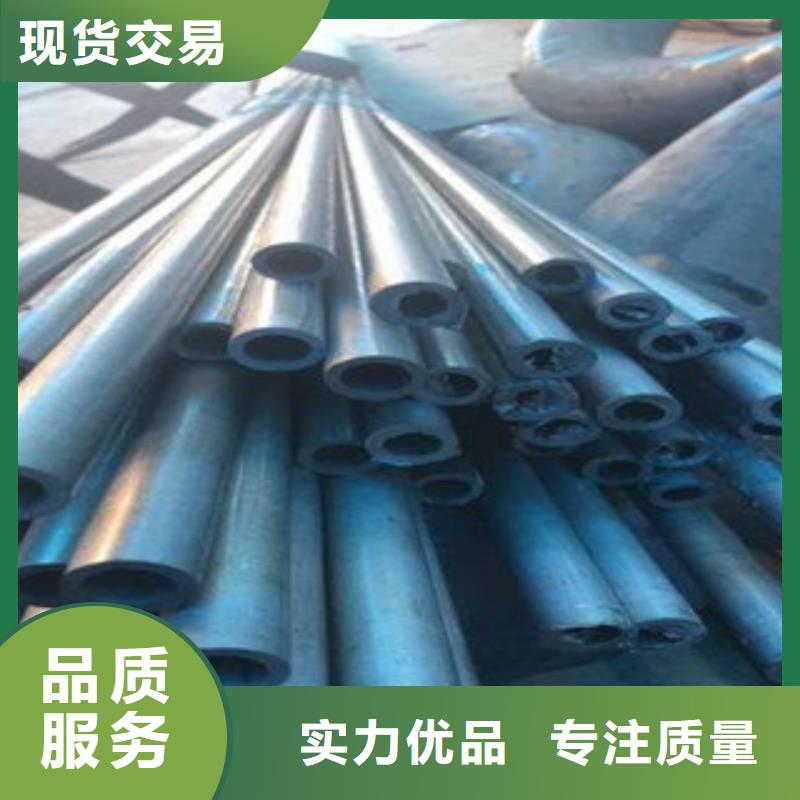
多年行业经验专注 圆钢行业,只为您提供放心的产品。货源稳定、库存充足、满足客户量大的需求。工艺严选、厂家成熟、材质直供。
酸洗磷化无缝钢管精密无缝钢管用好材做好产品")
酸洗磷化无缝钢管精密无缝钢管用好材做好产品")
在磷化前处理工艺中,是否选用表面调整工序和选用那一种表调剂都是由工艺与磷化膜的要求来决定的。 一般原则是:涂漆前打底磷化、快速低温磷化需要表调。
如果工件在进入磷化槽时,已经二次生锈, 采用酸性表调,但酸性表调只适合于≥50℃的中温磷化。一般中温锌钙系磷化不表调也行。 磷化前预处理工艺是: 除油脂--水洗--酸洗--水洗--中和--表调--磷化 除油除锈\"二合一\"--水洗--中和--表调--磷化 除油脂--水洗--表调--磷化 中和一般就是0.2%~1.0%纯碱水溶液。在有些工艺中对重油脂工件,还增加预除油脂工序。
酸洗磷化无缝钢管精密无缝钢管用好材做好产品")
酸洗磷化无缝钢管精密无缝钢管用好材做好产品")
酸洗磷化无缝钢管精密无缝钢管用好材做好产品")
钝化的原理
其钝化的机理可用薄膜理论来解释,即认为钝化是由于金属与氧化性质作用,作用时在金属表面生成 一种非常薄的、致密的、覆盖性能良好的、牢固地吸附在金属表面上的钝化膜。这层膜成相存在,通常是氧化金属的化合物。
它起着把金属与腐蚀介质隔开的作用,防止金属与腐蚀介质接触,从而使金属基本停止溶解形成钝态达到防腐蚀的作用
酸洗磷化无缝钢管精密无缝钢管用好材做好产品")
技术支持:cdlgp.com